
Kaetud kaarkeevitus on mitmekülgne ja tõhus keevitusmeetod, mida kasutatakse laialdaselt tööstuses. See protsess on populaarne rasketööstuses, näiteks laevaehituses, survemahutite tootmises ja ehituskonstruktsioonide valmistamisel, tänu oma suurele materjalikogunemiskiirusele ja kvaliteetsetele keevisõmblustele. Nagu igal teiselgi keevitusmeetodil, on ka sellel oma eelised ja puudused, mida tutvustame käesolevas artiklis.
Mis on kaarkeevitus?
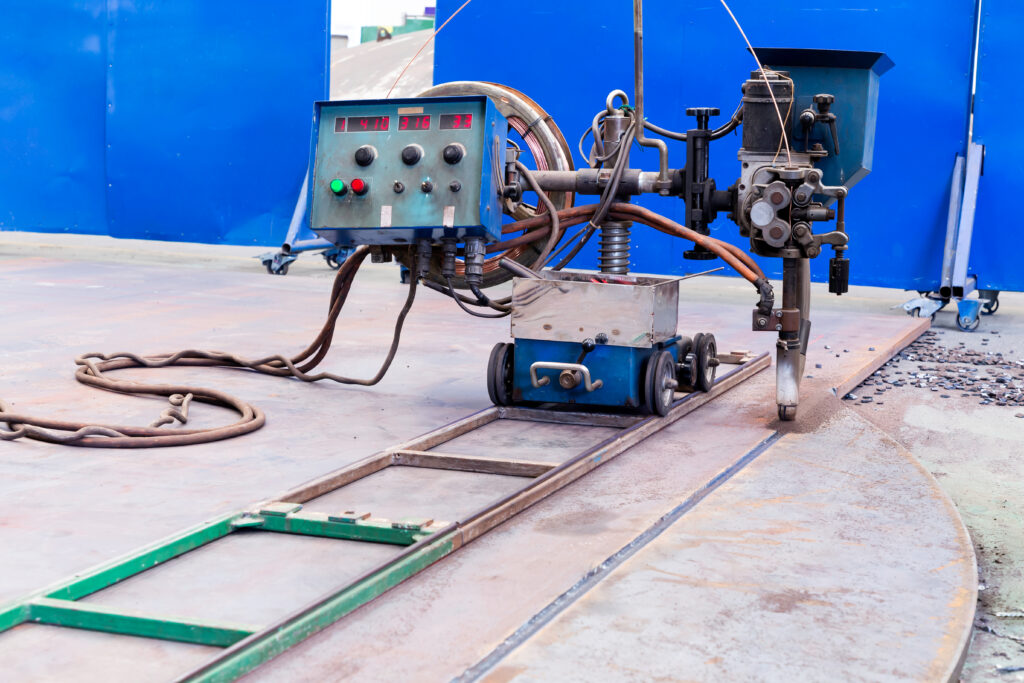
Veekaitsekaarkeevitus (SAW) on kaarkeevitusprotsess, mille käigus ühendatakse pidevalt etteantav tarbekeevituselektrood ja töödeldav detail elektrikaare tekkimise abil. Kaar on täielikult peidetud granuleeritud vooliku kihi alla, mis sulab kaare tekitatud soojuse mõjul.
Flux moodustab sulanud keevisvanni kohale kaitsva räbu, mis kaitseb seda õhusaaste eest, stabiliseerib kaarvoolu ja takistab pihustumist. Kui keevisõmblus on tahkunud, eemaldatakse räbu, jättes järele kvaliteetse ja puhta keevisõmbluse. Seda tehnikat kasutatakse tavaliselt paksude materjalide tõhusaks keevitamiseks horisontaalses või lamavas asendis.
Veekaitsekeevituse eelised
1) Suured sadestumiskiirused
SAW-meetod pakub üht kõrgemat sadestumiskiirust kaarkeevitusmeetodite seas. Võimalus elektroodi pidevalt ette anda ja kaareenergia tõhus kasutamine tagavad kiire keevitamise, mistõttu on SAW ideaalne lahendus suuremahuliste projektide jaoks. See kõrge tõhusus suurendab tootlikkust ja vähendab tööjõukulusid.
2) Keevisõmbluse sügav tungimine
See protsess tagab sügava läbilõike, mis on paksude plaatide ja suure koormusega materjalide keevitamisel otsustava tähtsusega. See võimaldab saavutada täieliku sulandumise vähemate keevitusliigutustega, mis suurendab kiirust ja vähendab vajaliku täitematerjali kogust.
3) Kvaliteetsed keevisõmblused
SAW-meetodi üks silmapaistvamaid eeliseid on võime luua kõrgekvaliteedilisi keevisõmblusi, millel on minimaalselt defekte. Kaitsva sulami kiht kaitseb keevisvanni atmosfääri saasteainete (nagu hapnik ja lämmastik) eest, mis vähendab selliste keevisdefektide tekkimise tõenäosust nagu poorne struktuur või räbu sissekanded. Tekkinud räbu on pärast keevitamist kergesti eemaldatav.
4) Operaatori väsimus on minimaalne
Kuna kaar on sulametalli all peidus ja otsest nähtavust ei ole vaja, on protsessi käigus operaatori sekkumise vajadus minimaalne. Suurema osa keevitusprotsessist suudavad teostada automatiseeritud või poolautomaatsed seadmed, mis vähendab operaatori väsimust ning keevitusaurude või kiirgusega kokkupuutumise ohtu.
5) Gaasikaitse pole vajalik
Erinevalt teistest protsessidest, nagu gaas-metall-kaarkeevitus (GMAW) või gaas-volfram-kaarkeevitus (GTAW), ei vaja SAW-keevitus välist kaitsegaasi. Kõik vajalikud kaitsemeetmed keevisvanni jaoks tagab juba suland ise, mistõttu on see kulutõhus ja sobib hästi välistingimustesse, kus tuul võib gaasikaitse toimimist häirida.
6) Vähem keevituspritsmeid ja -auru
Kui kaar on peidetud sulametallikihi alla, on töökeskkond puhtam, sest tekib vähem pritsmeid ja keevitusauru. See aitab luua töötajatele turvalisema ja mugavama keskkonna ning vähendab vajadust keevitusejärgse puhastuse järele.
Veekaitsekeevituse puudused
1) Ainult tasapinnalised ja horisontaalsed keevisõmblused
Üks SAW-meetodi olulisemaid piiranguid on see, et seda saab kasutada ainult horisontaalsetes või lamavates keevitusasendites. Kuna sulaslagi kipub voolama, ei sobi see protsess vertikaalseks ega pea kohal keevitamiseks, mis vähendab selle mitmekülgsust võrreldes teiste keevitusmeetoditega.
2) Nõuab ühist ettevalmistust
Õige keevitusõmbluse ettevalmistus on SAW-keevituse õnnestumiseks otsustava tähtsusega. Kaarelõike sügav tungimine nõuab töödeldavate detailide täpset joondamist ja vahekauguse reguleerimist, mis võib keevituseelset etappi pikendada ja kulusid suurendada. Paksude plaatide puhul võib olla vaja teha kaldu lõikamine, mis pikendab seadistusaega veelgi.
3) Mahu ja liikuvusega seotud probleemid
SAW-seadmed võivad olla mahukad ja raskesti teisaldatavad. Seetõttu sobivad need vähem väikestesse ja kitsastesse ruumidesse või välitöödeks, kus liikuvus ja paindlikkus on hädavajalikud. Raskete ja suurte automatiseeritud masinate kasutamine piirab nende rakendamist töökojas toimuvateks töödeks, eriti pikkade ja katkematute keevisõmbluste puhul.
4) Suured esialgsed seadistuskulud
Kuigi SAW-tehnoloogia kõrge tõhusus muudab selle pikas perspektiivis kulutõhusaks, võivad esialgsed seadistamis- ja seadmekulud olla suured. Automatiseeritud süsteemid ja SAW-tehnoloogiale spetsialiseeritud seadmed tähendavad ettevõtetele märkimisväärset investeeringut, eriti väikeettevõtete või piiratud eelarvega projektide puhul.
5) Raskused õhukeste materjalide keevitamisel
SAW-meetod sobib kõige paremini paksematele materjalidele, tavaliselt üle 5 mm. Õhemate detailide keevitamisel võib see protsess põhjustada läbipõlemist või liigset soojuskoormust, mis omakorda võib kaasa tuua materjali kõverdumise või muid defekte. See piirab selle kasutamist tööstusharudes või rakendustes, kus kasutatakse sageli õhukesi materjale.
6) Vaja on räbu eemaldamist
Kuigi räbu pakub keevitamisel suurepärast kaitset, tuleb see pärast iga keevitusjoont eemaldada. Kuigi räbu on tavaliselt kergesti eemaldatav, lisab see keevitusprotsessile siiski ühe lisatoimingu. Mitmekihiliste keevituste puhul võib see osutuda töömahukaks ja aeganõudvaks.

Kaarkeevitus | |
EELISED | PUUDUSED |
Suured sadestumiskiirused | Ainult tasapinnalised ja horisontaalsed keevisõmblused |
Sügav keevisõmbluse läbitungivus | Nõuab ühist ettevalmistust |
Kvaliteetsed keevisõmblused | Mahukuse ja liikuvusega seotud probleemid |
Operaatori väsimus on minimaalne | Kõrged esialgsed seadistuskulud |
Gaasikaitse pole vajalik | Raskused õhukeste materjalide keevitamisel |
| Vähem keevituspritsmeid ja -auru | Tuleb eemaldada räbu |
Lõppmõtted kaarkeevituse (SAW) kohta
Veekattega kaarkeevitus (SAW) on tõhus ja suure tootlikkusega keevitusmeetod, millel on selged eelised eelkõige rasketes töötingimustes. Võime luua kiiresti kvaliteetseid ja sügava läbilõikega keevisõmblusi teeb sellest populaarse valiku tööstusharudes, kus on vaja tugevaid ja usaldusväärseid ühendusi. SAW-meetodi piirangute tõttu on aga oluline hinnata projekti konkreetseid nõudeid enne selle keevitusmeetodi valimist.
Suuremahuliste tööstusrakenduste puhul, kus on olulised paksud materjalid, tasapinnaline keevitamine ja suur materjalikulu, on SAW endiselt hea valik. Kuid keerukamate geomeetriate, õhemate materjalide või liikuvuse puhul võivad sobivamaks osutuda teised keevitusmeetodid.
