
Lassen onder poederbed is een veelzijdige en efficiënte lastechniek die op grote schaal wordt toegepast in industriële toepassingen. Dit proces is populair in zware industrieën zoals de scheepsbouw, de fabricage van drukvaten en de bouwtechniek vanwege de hoge lasopbrengst en de hoge kwaliteit van de lasnaden. Net als elke andere lasmethode heeft het echter zijn eigen voor- en nadelen, die in dit artikel worden besproken.
Wat is onderpoedlassen?
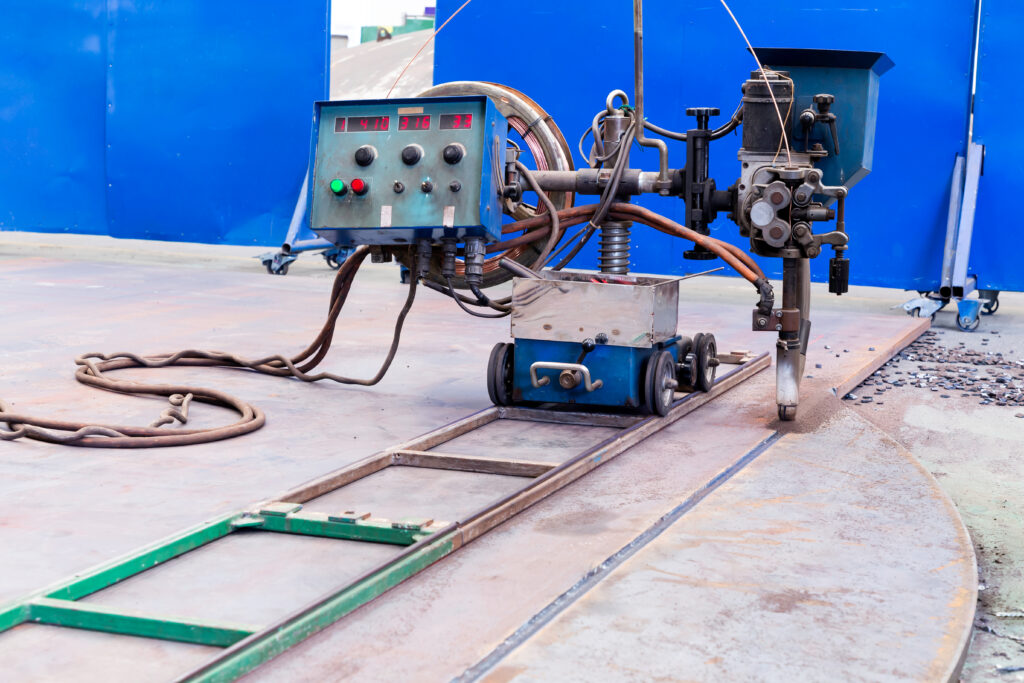
Ondergedompeld booglassen (SAW) is een booglasproces waarbij een continu aangevoerde verbruikselektrode en het werkstuk worden verbonden door de vorming van een elektrische boog. De boog is volledig ondergedompeld in een laag korrelige flux, die smelt door de warmte die de boog genereert.
Het vloeimiddel vormt een beschermende slaklaag over het gesmolten lasbad, waardoor dit wordt afgeschermd tegen verontreiniging door de omgevingslucht, de boog wordt gestabiliseerd en spatten. Zodra het lasmateriaal stolt, wordt de slak verwijderd, waardoor een schone las van hoge kwaliteit overblijft. Deze techniek wordt vaak gebruikt voor het zeer efficiënt lassen van dikke materialen in horizontale of vlakke posities.
Voordelen van onderpoellassen
1) Hoge afzettingssnelheden
SAW biedt een van de hoogste neersmeltingssnelheden onder de booglasprocessen. Dankzij de mogelijkheid om de elektrode continu aan te voeren en het efficiënte gebruik van de boogenergie worden snelle lasverbindingen gerealiseerd, waardoor SAW bij uitstek geschikt is voor grootschalige projecten. Deze hoge efficiëntie leidt tot een hogere productiviteit en lagere arbeidskosten.
2) Diepe laspenetratie
Dit proces zorgt voor een diepe penetratie, wat van cruciaal belang is bij het lassen van dikke platen en zware materialen. Hierdoor zijn er minder lasgangen nodig om volledige versmelting te bereiken, wat de las snelheid verhoogt en de benodigde hoeveelheid lasvulmateriaal vermindert.
3) Lasnaden van hoge kwaliteit
Een van de belangrijkste voordelen van SAW is dat deze methode lasnaden van hoge kwaliteit oplevert met een minimum aan gebreken. De beschermende fluxlaag beschermt het smeltbad tegen verontreiniging door de omgevingslucht (zoals zuurstof en stikstof), waardoor de kans op lasgebreken zoals porositeit of slakinsluitingen wordt verkleind. De gevormde slak kan bovendien na het lassen gemakkelijk worden verwijderd.
4) Minimale vermoeidheid bij de operator
Aangezien de boog onder het fluxbed verborgen is en er geen direct zicht op nodig is, is er tijdens het proces nauwelijks tussenkomst van de operator nodig. Geautomatiseerde of semi-geautomatiseerde apparatuur kan een groot deel van het lasproces voor haar rekening nemen, waardoor de vermoeidheid van de operator en het risico op blootstelling aan lasdampen of straling worden verminderd.
5) Er is geen gasbescherming nodig
In tegenstelling tot andere lasprocessen, zoals gas-metaalbooglassen (GMAW) of gas-wolfraam-booglassen (GTAW), is bij SAW geen extern beschermgas nodig. De flux zelf biedt alle benodigde bescherming voor het smeltbad, waardoor deze methode kosteneffectief is en geschikt voor buitenomgevingen waar wind de gasbescherming kan verstoren.
6) Minder lasspatten en lasdampen
Doordat de boog onder de fluxlaag wordt ondergedompeld, ontstaat een schonere werkomgeving met minimale spatten en minder lasdampen. Dit draagt bij aan een veiligere en comfortabelere werkomgeving voor de werknemers en vermindert de noodzaak om na het lassen schoon te maken.
Nadelen van onderpoedlassen
1) Alleen voor vlakke en horizontale lasnaden
Een van de belangrijkste beperkingen van SAW is dat het beperkt is tot vlakke of horizontale lasposities. Omdat gesmolten slakken de neiging hebben om uit te vloeien, is het proces niet geschikt voor verticaal of bovenhands lassen, waardoor het minder veelzijdig is dan andere lasprocessen.
2) Vereist gezamenlijke voorbereiding
Een goede voorbereiding van de lasnaad is cruciaal voor een succesvolle SAW-las. De diepe penetratie van de boog vereist een nauwkeurige uitlijning en spleetregeling tussen de werkstukken, wat extra tijd en kosten met zich mee kan brengen in de voorbereidingsfase. Bij dikke platen kan afschuinen nodig zijn, waardoor de insteltijd nog verder toeneemt.
3) Problemen met bulk en mobiliteit
SAW-apparatuur kan omvangrijk en moeilijk te verplaatsen zijn. Hierdoor is deze minder geschikt voor kleine, krappe ruimtes of veldwerk, waar mobiliteit en flexibiliteit essentieel zijn. Het gebruik van zware en grote geautomatiseerde machines beperkt de toepassing ervan tot werkzaamheden in de werkplaats, met name voor lange, ononderbroken lasnaden.
4) Hoge opstartkosten
Hoewel SAW dankzij zijn hoge efficiëntie op de lange termijn rendabel is, kunnen de opstart- en apparatuurkosten aanvankelijk hoog oplopen. Geautomatiseerde systemen en SAW-specifieke machines vormen een aanzienlijke investering voor bedrijven, met name voor kleinere ondernemingen of projecten met een beperkt budget.
5) Moeilijkheden bij het lassen van dunne materialen
SAW is het meest geschikt voor dikkere materialen, doorgaans dikker dan 5 mm. Bij het lassen van dunnere profielen kan het proces doorbranden of een te hoge warmte-inbreng veroorzaken, wat kan leiden tot kromtrekken of andere gebreken. Dit beperkt het gebruik ervan in sectoren of toepassingen waar dunne materialen veel voorkomen.
6) Slakken moeten worden verwijderd
Hoewel de slak tijdens het lasproces uitstekende bescherming biedt, moet deze na elke laslaag worden verwijderd. Hoewel de slak doorgaans gemakkelijk te verwijderen is, vormt dit toch een extra stap in het totale lasproces. Bij lasverbindingen met meerdere laslagen kan dit arbeidsintensief en tijdrovend worden.

Booglassen onder poeder | |
VOORDELEN | NADELEN |
Hoge afzettingssnelheden | Alleen voor vlakke en horizontale lasnaden |
Diepe laspenetratie | Vereist gezamenlijke voorbereiding |
Hoogwaardige lasnaden | Problemen met bulk en mobiliteit |
Minimale vermoeidheid bij de machinist | Hoge opstartkosten |
Er is geen gasbescherming nodig | Moeilijkheden bij het lassen van dunne materialen |
| Minder lasspatten en lasdampen | Slakken moeten worden verwijderd |
Laatste opmerkingen over onderpoedlassen (SAW)
Ondergedompeld booglassen (SAW) is een effectief en zeer efficiënt lasproces met duidelijke voordelen, met name bij zware toepassingen. Dankzij de mogelijkheid om bij hoge snelheden hoogwaardige lassen met een diepe laspenetratie te produceren , is deze methode een populaire keuze in sectoren waar robuuste, betrouwbare verbindingen vereist zijn. Gezien de beperkingen van SAW is het echter van essentieel belang om de specifieke eisen van een project te beoordelen alvorens voor deze lasmethode te kiezen.
Voor grootschalige industriële toepassingen waarbij dikke materialen, vlak lassen en hoge neersmeltvermogens essentieel zijn, blijft SAW een goede keuze. Maar voor complexere geometrieën, dunnere materialen of wanneer mobiliteit voorop staat, kunnen andere lastechnieken een betere oplossing blijken te zijn.
