
Les défauts de soudure sont, malheureusement, plus fréquents qu'on ne le pense. Ils peuvent résulter de divers facteurs, tels que des techniques inadéquates, des matériaux de mauvaise qualité ou des conditions environnementales défavorables. La fréquence de ces défauts dépend de l'expérience du soudeur, du matériel utilisé et des spécifications du projet.
Au cours du processus de soudage, des irrégularités peuvent apparaître en raison de techniques inappropriées ou d'un mauvais alignement de la pièce par rapport au soudeur, ce qui peut également compromettre la qualité de la soudure. Lorsqu'une irrégularité ou une discontinuité ne respecte pas ou ne dépasse pas la norme d'homologation, elle devient un défaut. Dans cet article, nous allons passer en revue certains des défauts de soudage les plus courants et examiner les causes de leur apparition, ainsi que les solutions pratiques permettant de les atténuer.
Qu'est-ce qu'un défaut de soudure ?
Un défaut de soudure est une imperfection ou une irrégularité dans un assemblage soudé qui ne répond pas aux critères de qualité ou aux spécifications requises. Ces défauts peuvent compromettre l'intégrité, la résistance et la fonctionnalité de la soudure, ce qui peut entraîner des défaillances structurelles ou une baisse des performances de la pièce soudée.
Les défauts de soudage peuvent prendre diverses formes, telles que des fissures, de la porosité, etc. Ces problèmes peuvent être dus à divers facteurs, notamment des paramètres de soudage incorrects, une préparation inadéquate des matériaux, un contrôle qualité insuffisant ou des facteurs environnementaux. Mais même les soudeurs les plus expérimentés sont parfois confrontés à des défauts.
Il est essentiel de détecter et de traiter les défauts de soudure, leurs causes profondes et les solutions efficaces pour garantir la fiabilité et la sécurité des structures ou des composants soudés. Cela passe souvent par une inspection visuelle, des méthodes d'essais non destructifs et des mesures correctives telles que la resoudure, le meulage ou le traitement thermique.

Types de défauts de soudure
Tout d'abord, il est utile de connaître la classification des défauts. En fonction de leur emplacement sur la soudure, les défauts peuvent être externes ou internes. En fonction de leur taille, de leur forme et de leur orientation, ils peuvent être classés comme volumétriques ou plans.
Des portails et grilles ouvragés aux bijoux et sculptures finement ouvragés, le soudage à la forge a permis la réalisation de motifs complexes et décoratifs, enrichissant ainsi le patrimoine culturel et la sensibilité esthétique. À titre d’exemple, tout au long de l’histoire, les forgerons et les artisans ont eu recours aux techniques de soudage à la forge pour créer des objets fonctionnels alliant beauté et expression artistique.

- Sous-coupe. Il s'agit d'un défaut externe caractérisé par une rainure ou une dépression le long du pied de soudure, qui réduit l'épaisseur du métal de base et affaiblit la pièce. Ce défaut peut être dû à une température insuffisante lors de la cristallisation du joint ou à une vitesse d'avance inadaptée. À l'inverse, on parle de débord lorsque la soudure s'étend au-delà du pied de soudure.
- Renfort excessif. Il s'agit d'un excès de matière déposée lors des dernières passes. Ce défaut peut résulter d'un courant trop élevé, de vitesses d'avance trop faibles ou d'un mauvais assemblage des pièces. Selon les normes, on parle de surépaisseur lorsque celle-ci dépasse 3 mm (la plage acceptée se situant généralement entre 1 et 3 mm).
- Des projections excessives. Il s'agit des gouttelettes de métal de soudure projetées pendant le soudage qui se déposent sur le métal environnant.
- Fissures internes. Elles apparaissent lorsqu'une contrainte très élevée est appliquée lors du poinçonnage d'une pièce, ce qui génère une contrainte interne dans le métal. Cette contrainte persiste une fois le matériau refroidi et provoque des fissures. Ces fissures sont cachées à l'intérieur du joint de soudure et ne sont souvent détectées qu'à l'aide de méthodes d'essais non destructifs, tels que les rayons X ou les ultrasons. Elles peuvent être longitudinales, transversales ou en forme de cratère. Ces fissures peuvent se propager à travers le matériau, compromettant ainsi sa résistance.
- Pénétration incomplète. Il s'agit d'un type de défaut de fusion qui survient au niveau de la pénétration ou du cordon de racine. Le métal d'apport ne pénètre pas complètement dans l'épaisseur du joint (pénétration incomplète).
Défauts de soudure volumétriques
Les défauts volumétriques sont des imperfections tridimensionnelles qui apparaissent dans le métal d'apport ou dans la zone affectée thermiquement (ZAT). Cela signifie qu'ils se situent à l'intérieur du joint de soudure et qu'ils affectent son volume ou sa structure interne.
- Porosité. Ce défaut apparaît lorsque des bulles de gaz restent emprisonnées dans le métal de soudure lors de la solidification. Il affecte la soudure en réduisant sa section transversale et peut être dispersé dans toute la soudure ou localisé. De plus, il s'agit d'un type de défaut pouvant se manifester en interne ou en externe : il est alors visible à la surface de la soudure ou nécessite des procédures de contrôle non destructif pour être détecté. Les poches de gaz ne sont pas visibles à la surface de la soudure, mais peuvent compromettre son intégrité.
- Inclusion de scories. Il s'agit de matières solides non métalliques piégées dans le métal d'apport. Les inclusions de scories résultent souvent d'une technique de soudage inadaptée, qui empêche les scories de remonter à la surface du bain de fusion pour être éliminées.
Défauts de soudage plans
Les défauts de soudure planaires sont des imperfections qui apparaissent le long de la surface ou d'un seul plan d'un assemblage soudé. Ces défauts sont généralement bidimensionnels et revêtent une importance particulière, car ils peuvent compromettre l'intégrité structurelle de la soudure, ce qui peut entraîner une rupture sous l'effet d'une contrainte de traction.
- Absence de fusion. Il s'agit d'une discontinuité dans la soudure, caractérisée par l'absence de mélange entre le matériau de base et le métal d'apport, qui peut se manifester dans les couches intermédiaires de la soudure et entraîner une pénétration incomplète.
- Sous-remplissage. Il s'agit d'une zone longitudinale, continue ou discontinue, à la surface d'une soudure, située en dessous du niveau du métal de base environnant, résultant d'un dépôt insuffisant de métal d'apport. Ce défaut est visible de l'extérieur et peut être détecté par inspection visuelle. Des facteurs tels qu'une vitesse d'avance élevée lors du soudage et un apport de chaleur excessif sont des causes courantes de sous-remplissage.
Classification des défauts de soudage | |||
ZONE | FORME | ||
| Défaut externe | Défaut interne | Défaut volumétrique | Défaut plan |
| Renforcement excessif | Fissures | Inclusion de scories | Absence de fusion |
| Porosité | Porosité | Porosité | Sous-remplissage |
| Contre-dépouille | Pénétration incomplète | Chevauchement | Pénétration incomplète |
| Projections | Fissures | ||
Il est important que les soudeurs et les inspecteurs comprennent ces classifications, car elles déterminent les méthodes utilisées pour détecter et corriger les défauts. Les mesures correctives peuvent consister à utiliser des matériaux adaptés, à éliminer les impuretés, à adopter un angle d'électrode approprié, à préchauffer correctement la soudure si nécessaire et à maintenir une vitesse d'avance adéquate pendant le processus.

Exemples de solutions pour les défauts de soudure | |
| Contre-dépouille |
|
| Porosité |
|
| Fusion incomplète |
|
| Fissure de soudure |
|
Tirer parti de la technologie de réalité augmentée
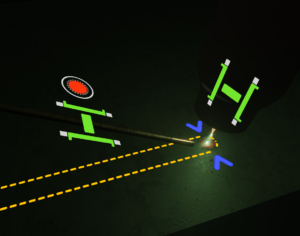
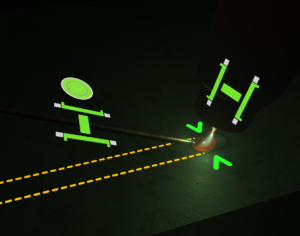
Saviez-vous que Soldamatic peut afficher des indications pendant l'entraînement ? Ce simulateur de soudage en réalité augmentée analyse vos mouvements pendant l'exercice, vous donne un retour instantané et rend l'entraînement plus instructif. Le soudeur peut voir en temps réel si l'angle, la vitesse de déplacement ou les valeurs de tension ne sont pas corrects, car des signaux rouges s'affichent pendant la simulation. En revanche, les indications s'affichent en vert si l'entraînement est correct.
De plus, la mémoire musculaire peut être améliorée sans gaspillage de matières premières telles que l'acier au carbone, l'aluminium ou l'acier inoxydable. Il est également essentiel, pour maîtriser les matières premières, de veiller à l'application de techniques de soudage appropriées et d'éviter les erreurs courantes en la matière. La technologie de réalité augmentée offre une approche très prometteuse pour réduire ces coûts.
Cette solution révolutionnaire a été mise au point et offre de nombreux avantages pour la formation au soudage et le développement des compétences. Soldamatic propose différents programmes de formation certifiés par des associations de soudage reconnues, adaptés à vos besoins spécifiques. Dans notre section Études de cas, vous pouvez découvrir les entreprises industrielles et les écoles professionnelles qui appliquent déjà la méthodologie augmentée.
Vous pouvez également créer votre propre exercice pour évaluer les compétences des soudeurs. Par exemple, Soldamatic vous permet de générer une procédure de soudage (WPS) contenant d'emblée des valeurs erronées. Ainsi, dès qu'ils commencent à souder, la simulation met elle-même en évidence les défauts au fur et à mesure de l'opération. Ils peuvent également analyser le cordon de soudure dans le module d'analyse qui s'affiche immédiatement après l'exercice.

34%
un plus grand nombre de soudeurs certifiés qu'avec les méthodes traditionnelles

56%
réduction du temps d'apprentissage


68%
réduction des coûts de laboratoire

84%
moins d'accidents
Une approche novatrice pour réduire les défauts de soudage
Les accidents de soudage surviennent lorsque les mesures de précaution sont négligées. Les défauts internes nécessitent souvent des techniques d'inspection plus avancées, telles que les essais par ultrasons ou la radiographie, tandis que les défauts externes peuvent généralement être détectés par une inspection visuelle. Pour remédier à ces défauts, il peut être nécessaire d'éliminer les impuretés, d'adopter un angle d'électrode approprié ou d'appliquer une vitesse d'avance adéquate pendant le processus. En comprenant les causes profondes de ces défauts de soudage courants et en mettant en œuvre des mesures correctives efficaces, les soudeurs peuvent améliorer la qualité, la résistance et la fiabilité de leurs soudures.
La formation continue, le respect des meilleures pratiques en matière de soudage et le souci du détail sont essentiels pour réduire au minimum les défauts et obtenir une qualité de soudure supérieure dans diverses applications industrielles. Les systèmes de RA permettent aux soudeurs de travailler avec plus de précision et d'efficacité, tout en favorisant la sécurité, la productivité et la rentabilité. Soldamatic est la solution qui met l'accent sur les meilleures pratiques et la prévention des erreurs.
