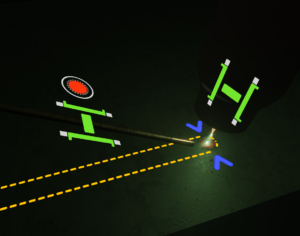
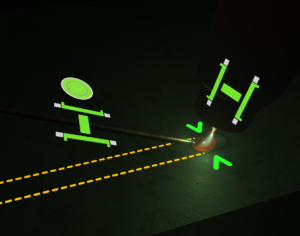
Czy wiesz, że Soldamatic może wyświetlać wskazówki podczas ćwiczeń? Ten symulator spawania wykorzystujący technologię AR analizuje ruchy użytkownika podczas ćwiczenia, zapewniając natychmiastową informację zwrotną i zwiększając wartość edukacyjną. Spawacz może na bieżąco obserwować, czy kąt, prędkość przesuwu lub wartości napięcia są prawidłowe, ponieważ podczas symulacji pojawiają się czerwone znaki. Z drugiej strony, jeśli ćwiczenie jest wykonywane poprawnie, wskazówki wyświetlają się na zielono.